
Höghastighets energibesparande MPP-rörextruderingslinje

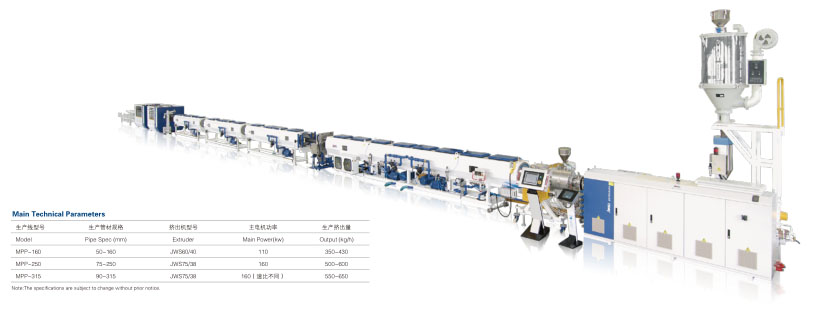
Huvudsaklig teknisk parameter
Prestanda och fördelar
1. MPP special 38D skruv- och skruvspårmatningssektion, värmebevarande bomullsvärmningsring, låg energiförbrukning vid smältextrudering och mjukgörande effekt, och hög momentreducerare för att säkerställa låg ljudnivå och effektiv effekt.
2. Extruderingsformen är utformad med en speciell flödeskanal och har en luftkanal och dubbel vattenringsstorlekshylsa för att säkerställa produktkvaliteten och minska kyllängden.
3. 304 vakuumkyltank styrd av frekvensomvandling, integrerat vattenförsörjning och dräneringssystem, energibesparing och bullerreducering.
4. Den servodrivna flerspåriga traktorn kan anpassas till olika rördiametrar med stort hastighetsregleringsområde.
5. Höghastighets självcentrerande spånfri skärmaskin, bekväm och snabb drift.
6. Det exakta mätarviktskontrollsystemet minskar produktionslinjens krav på arbetarnas förmåga och kvalitet, vilket sparar energi och effektivitet.
Fördelar
1. MPP-rör har utmärkt elektrisk isolering.
2. MPP-rör har hög värmeförvrängningstemperatur och låg temperaturstötprestanda.
3. MPP-rörets draghållfasthet och tryckhållfasthet är högre än HDPE-rörets.
4. MPP-rör är lätta, släta, har låg friktionsmotstånd och kan stumsvetsas.
5. Den långsiktiga användningstemperaturen för MPP-rör är 5 ~ 70 ℃.
Användande
1. Kommunalteknik.
2. Telekomteknik.
3. Kraftteknik.
4. Gasteknik.
5. Vatten fungerar.
6. Uppvärmning och annan rörledningsteknik.
Överlägsenhet
1. MPP-elkraftledning har utmärkt elektrisk isolering.
2. MPP-elkraftrör har hög termisk deformationstemperatur och låg temperaturstötprestanda.
3. Draghållfastheten och tryckhållfastheten hos MPP-kraftrör är högre än hos HDPE.
4. MPP-elrör är lätta och släta, med liten friktionskraft och kan stumsvetsas genom varmsmältning.
5. Långtidsanvändningstemperaturen för MPP-kraftrör är –5 ~ 70 ℃.
Instruktioner för konstruktion
1. Under transport och konstruktion av MPP-elkraftrör är det strängt förbjudet att kasta, stöta, skära och exponera dem.
2. När MPP-röret stumsvetsas ska de två rörens axel vara i linje och ändytan ska skäras vertikalt och plant.
3. Bearbetningstemperaturen, tiden och trycket för MPP-röret ska justeras efter klimatförhållandena.
4. Den minsta böjningsradien för MPP-elkraftrör ska vara ≥ 75 rörets ytterdiameter.





